集原料采购、加工、销售、售后于一体
的木业有限公司
服务热线
13880487707
028-83657677

集原料采购、加工、销售、售后于一体
的木业有限公司
13880487707
028-83657677

很多时候看到一些机械零部件的旁边会有一些毛刺,这类毛刺也是要解决的,不然就会伤害制成品状况,下面我们就一起来看看伤害端铣毛刺造成的关键因素吧。
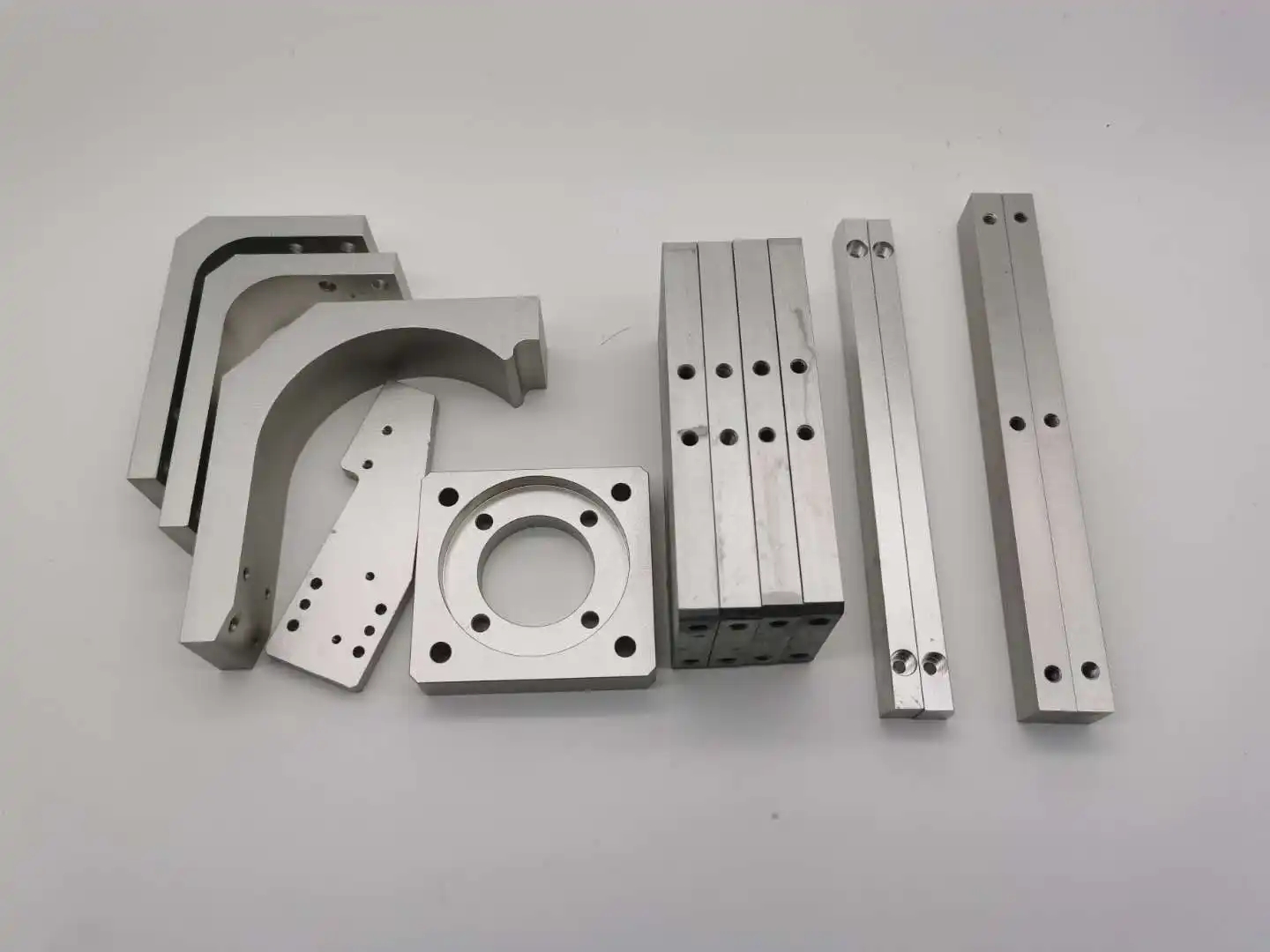
毛刺的建设是一个非常繁琐的原料变形整个过程。许多因素,如商品产品工件材料的性能、几何结构、表面解决、数控刀具几何结构、数控刀具铣削方式、刀具寿命、切削参数和冷冻液的应用,直接影响毛刺的建设。在一定钻削条件下,端铣毛刺的形态规格取决于多种多样因素综合性伤害,有所不同影响因素对毛刺的建设会有不同的伤害。
1.一般来说,当数控刀具进入/退出时,数控刀具旋出商品产品工件中产生的毛刺超出数控刀具旋紧商品产品工件后发生所形成的毛刺。
2.平面设计图铣削角度平面设计图铣削角度对底刃铣削的钻削方向毛刺的建设有很大影响。平面设计图切削角定义为当切削刃旋转出商品产品工件端口号时,切削刃上一点处刀具耐用方向(数控刀具速度进给速度的矢量图素材构成)与竖直在车床车刀轴线的平面设计图里的商品产品工件端口号方向之间夹角。商品产品工件端口号趋势是以数控刀具旋转点到数控刀具旋转点。试验数据显示,毛刺绝对高度随切削深度的变化而变化,即伴随切削深度的提升,毛刺从I型毛边变为II型毛刺。
3.数控刀具退出顺序EOS在端铣环节上,毛刺规格型号在一定程度上取决于数控刀具退出顺序。假设利刃锋利,并且不充分考虑利刃弧型的半经。如果B-C侧*先离开商品产品工件,A-B侧然后离开商品产品工件,则解决处理芯片固接在制造表层。伴随钻削地开展,钻削被发布商品产品工件以造成更多底部边缘,并光纤激光切割激光切割方向毛刺。倘若A-B侧*先离开商品产品工件,B-C侧然后离开商品产品工件,则钻削在对接表层固接而且从商品产品工件中切出,造成较小的底部边缘以切出铣削方向毛刺。
4.其他环境的影响
① 钻削基本参数、钻削工作温度、铣削环境和还对毛刺的建设导致一定影响。一些主要因素,如进给速度、钻削深层次等,由平面设计图切削角理论和利刃退出顺序的EOS基础知识反映,将无法不断;
② 商品产品工件原料的延展性越好,越很容易产生I型毛刺。在端铣非金属材质的过程中,倘若进给速度或平面设计图铣削角度非常大,则有利于造成III型毛刺(缺陷);
③ 当商品产品工件端口号与生产制造平面设计图正中间的角度超出倾斜角时,由于端口号支撑点弯曲应变提升,可以抑止毛刺的建设;
④ 运用切削油有利于提升刀具寿命,减少刀具寿命,润滑钻削整个过程,从而降低毛刺规格型号;
⑤ 刀具寿命对毛刺的建设有很大影响。当刀具寿命做到一定程度时,利刃坡度提升,不仅数控刀具进出口方向毛刺规格型号提升,而且数控刀具的铣削方向也会有一些成形毛刺。其基本原理有待进一步科研。
⑥ 常用工具材料及外界因素也对毛刺的建设有一定影响。在相同铣削条件下,金刚石刀片比其他数控刀具更有利于抑止毛刺的建设.
以上就是机械加工所形成的毛刺的原因了,大家现在都是对的她们有一定的了解了呀。
 当前位置:
当前位置:

 热门推荐
热门推荐







